
")
Creative spirit of discovery, mere chance and economic necessity were the driving forces for the invention and development of elastic floorings. Over the centuries, diverse products have been created, each with new material recipes and textures. Since the 2010s, MMF floorings have been experiencing a real boom. Manufacturers are continuously updating the success story of modern LVT (luxury vinyl tiles) floorings on the markets with innovative product developments. The search for the origins of elastic flooring development opens up an interesting journey in time through three centuries.
Floorcloth – the first elastic flooring
In 1763, the Englishman Nathan Smith patented his “Floorcloth” invention. Resin, tar pitch, beeswax, linseed oil and “Spanish brown” pigment as a chalk-like filler formed the ingredients for this worldwide first elastic flooring. The raw compound was pressed onto a fabric substrate by passing it through an iron roller heated by fire and turned by hand. The monocoloured sheets could then be block printed manually for decoration. Smith founded the first floorcloth fabrication in the country in Knightsbridge, London, and laid the cornerstone for the market success of his product lasting for two and a half centuries: The floorcloth continued to be produced by various manufacturers in Europe and America up to the start of the Second World War.
 Sketch for the first floorcloth print pattern. (Source: http://www.cchs-nb.ca/html/Floorcloth.html)
Sketch for the first floorcloth print pattern. (Source: http://www.cchs-nb.ca/html/Floorcloth.html)
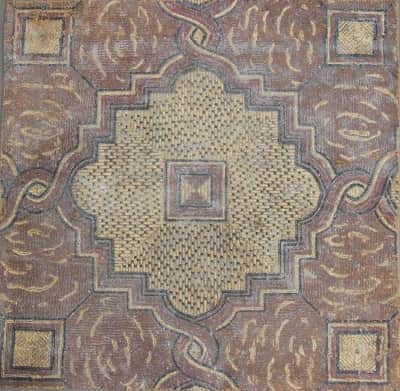 Floorcloth covering ca. 1860, Connell House Woodstock, N.B., Canada
Floorcloth covering ca. 1860, Connell House Woodstock, N.B., Canada
(Source: http://www.cchs-nb.ca/html/Floorcloth.html)
Only an intermezzo: Kamptulicon
This invention was not the only one with which the English wrote flooring history: In 1843, around eighty years after Smith’s pioneering work, Elijah Halloway acquired a patent for “Kamptulicon” (Greek: kampto: to bend, to flex) an elastic flooring made from natural rubber, gutta-percha (rubber tree sap), cork remains, shellac and linseed oil. The constituents were mixed and rolled onto a thick fabric under high pressure. Only fifty years after its market launch, however, “Kamptulicon” had been completely displaced from the market. One reason for this was the fact that the otherwise robust flooring tended to crack due to shrinkage of the wood of subfloor construction. The decisive factor for its demise was, however, the fact that “Kamptulicon” became unprofitable to produce due to enormous increases in the price of rubber and manufacturers had to look for cheaper alternatives.
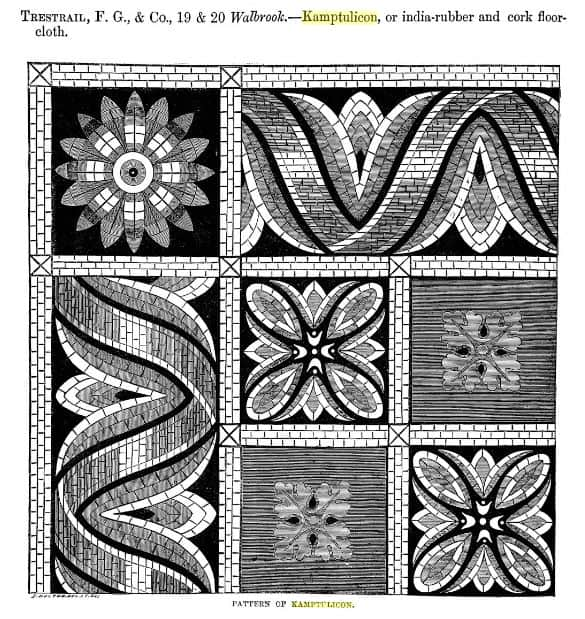 Kamptulicon (black & white illustration, Source: (Anonymous), Cambridge Library Collection, The International Exhibition of 1862, Volume 1, p.110,)
Kamptulicon (black & white illustration, Source: (Anonymous), Cambridge Library Collection, The International Exhibition of 1862, Volume 1, p.110,)
The century of linoleum
The solution to the natural rubber problem again came from England: On 27 January 1861, Frederick Walton received his patent for the production of oxidised oils, in particular Linoxin (also called: Lynoxin, Linoxyn, created by oxidative polymerisation of linseed oil). Walton produced a rubber substitute from linseed oil, cork dust and resins, which he offered to industry under the name “Indian rubber substitute” – initially with little success. Travelling tradesmen brought Walton’s attention to the fact that this tough, elastic product was suitable for manufacturing floorings. Walton’s attempts to roll and dry a compound made up of linseed oil, chalk, cork dust and resin onto a jute fabric eventually led to “Linoleum” (lat. linum: flax, and oleum: oil). In 1863, Walton received a patent for “The improvement of the manufacture of oilcloth for floors, of coatings and similar products, and flooring material” and in 1864, industrial production of his linoleum flooring began in the Walton, Taylor & Co. factory in Staines, Middlesex, England. Sales were slow at first. An intensive advertising campaign for linoleum as a “warm, soft and durable” flooring finally produced the desired breakthrough. The sales figures shot up and, above all due to the ease of cleaning, linoleum became the popular flooring for public buildings such as hospitals and offices. In 1872, Walton founded the American Linoleum Company on Staten Island in New York. His patents for linoleum expired in 1877, and in 1878, the British High Court decided that “linoleum” only constituted a material name and was therefore not protected as a brand name.
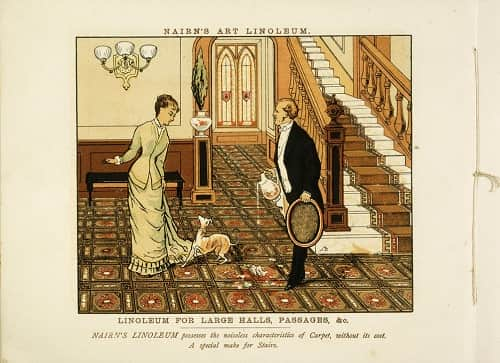 “Nairn’s Art Linoleum”, company catalogue, ca. 1878.
“Nairn’s Art Linoleum”, company catalogue, ca. 1878.
(Source: National Library of New Zealand, http://natlib.govt.nz/records/22729926)
Other flooring manufacturers such as Michael Barker Nairn in the Scottish town of Kirkcaldy and James Williamson in Lancaster, used the opportunity and started to produce linoleum. They became serious competitors on Walton’s home market in Great Britain. Walton’s urge to invent, however, remained unbroken: In 1877, he developed and patented a process with which linoxin also became usable as a wall covering and named the new product Lincrusta. In 1888 and 1890, Walton patented new methods for making linoleum floorings visually more attractive through inlay work and mosaics. Zinc templates were used to produce the multi-coloured patterns through the entire thickness of the flooring.In 1984, Watson founded the Greenwich Inlaid Linoleum Company.
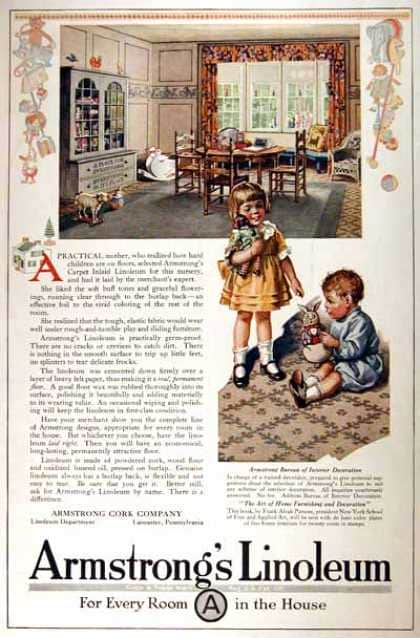 Armstrong linoleum advertisement from 1919 (© Armstrong)
Armstrong linoleum advertisement from 1919 (© Armstrong)
 Rathaus Bremen, remake of a linoleum design by Peter Behrends, designed 1913. (Photo: Armstrong DLW)
Rathaus Bremen, remake of a linoleum design by Peter Behrends, designed 1913. (Photo: Armstrong DLW)
In the following years the linoleum factories – and later famous architects also – vied with each other to develop new, more fancy motifs with ever-new borders and ornamentation. At the start of the 20th century, the floral patterns of Art Nouveau provided new creative ideas for linoleum design. The time-consuming and cost-intensive inlaid process was gradually replaced by other production methods and patterns. In 1920, the first marbled linoleum appeared on the market, which over the decades was to become one of the most popular linoleum patterns. By 1930, there were almost 50 linoleum factories worldwide, most of which were in England, France, Germany and the USA. The dominant position of linoleum on the flooring markets did not end until after the Second World War, as a result of the spread of another elastic flooring, namely PVC.
PVC – the late developer
Polyvinyl chloride, for short: PVC, is one of the amorphous thermosetting plastics. Its molecular structure is formed by linear arrangements of large threadlike molecules, which become soft when heated and re-solidify on cooling, without changing chemically. By adding plasticisers, the brittle PVC can be transformed into an elastic material.
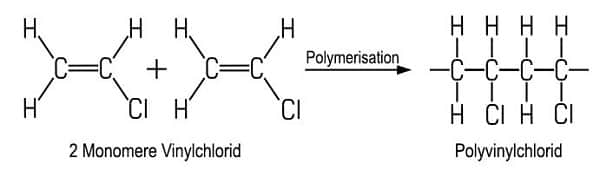 Polyvinyl chloride (PVC) is produced from the monomer vinyl chloride by radical or ionic polymerisation. (Diagram: www.seilnacht.com)
Polyvinyl chloride (PVC) is produced from the monomer vinyl chloride by radical or ionic polymerisation. (Diagram: www.seilnacht.com)
This material was discovered by chance: In 1838, the French chemist and physicist Victor Regnault produced vinyl chloride in the Gießen laboratory of the chemist Justus von Liebig in Germany and observed that this substance changed into a white powder if left exposed to the action of sunlight for a length of time. At the time, Regnault was not yet aware that he had produced the first PVC.
In Germany, PVC was first produced by the German chemist Eugen Baumann in 1872, yet it wasn’t until 1912 that the German chemist Fritz Klatte of the Griesheim-Elektron chemical factory discovered an alternative basis for the production of PVC. Like Regnault before him, in his tests he exposed glass vessels of vinyl chloride and various additives to sunlight. His research led to the synthesis of vinyl chloride from acetylene and hydrogen chloride. In 1913 he was granted a patent for his “Process for producing a plastic compound that can be processed to form horn substitute, films, synthetic threads, varnishes and suchlike” from the polymerisation products of vinyl halogenides. PVC was initially used for environmentally friendly disposal of highly toxic chlorine, which is produced as a waste product in the manufacture of sodium hydroxide solution. At that time, sodium hydroxide solution was already produced in large quantities in the soap industry, in cellulose production and in the extraction of aluminium from bauxite. Thanks to Klatte’s process, the chlorine could now be bonded in PVC and thus safely disposed of. The development of a saleable PVC product from Klatte’s invention failed, however. In 1926, Griesheim Elektron abandoned Klatte’s patents, so that this field became free for the research activities of other companies. In the same year, the potential of PVC as an enormously versatile material was recognised in the United States. Waldo L. Semon, a chemist at B.F. Goodrich in the USA, had attempted to obtain an unsaturated polymer that could bond rubber onto metal by the dehydrohalogenation (= removal of halogen hydride) of polyvinyl chloride in a high-boiling solvent. He began to experiment with the material, combined it with other chemicals and exposed it to heat. The result was “plastic PVC”, a flexible gel with similarities to natural rubber. He was granted patents for his invention in the United States.
 The US American, Waldo L. Semon, developed plastic PVC and laid the cornerstone for the modern vinyl industry. (Source: www.edubilla.com)
The US American, Waldo L. Semon, developed plastic PVC and laid the cornerstone for the modern vinyl industry. (Source: www.edubilla.com)
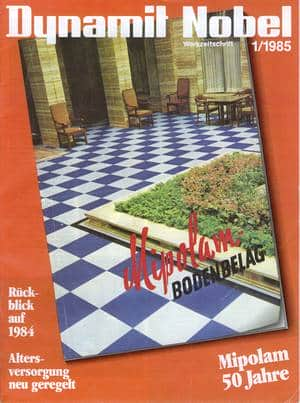
Among other things, Goodrich produced bumper seals and electric cable sheathings from the new plastic, under the brand name Koroseal. From 1928, PVC was produced in the USA on a large industrial scale, in Germany, BASF followed in 1930 in Rheinfelden, and in 1935, IG Farben began PVC production. Early PVC products included golf balls and shoe heels, thin-walled cast films, panels, pipes, rods and profiles. Experiments with the first PVC floorings soon followed. In 1933, vinyl floorings were presented for the first time at the World Exhibition “Century of Progress” in Chicago, USA. In Germany, from 1936, the companies DLW (Deutsche Linoleumwerke, Bietigheim) and DAG (Dynamit-Actien-Gesellschaft, Troisdorf), cooperated to replace the linoleum used until then in the Reichsbahn national railway trains with a vinyl flooring. At the beginning of 1937, DAG delivered the “Mipolam” compound, a PVC with plasticiser and cellulose as a filler (Mipolam: Mixed polymerisate of vinyl chloride, vinyl acetate and acrylic esters). In the DLW factory in Bietigheim, the Mipolam was applied on jute fabric and a total of 20,000 square metres was produced for the Reichsbahn. Unlike linoleum production, the 14-day oxidising in air for curing was not necessary, which shortened the production time considerably. The properties of the finished flooring proved to be superior to those of linoleum, however, the price was two to three times higher, so that production was soon stopped after this pilot project.
 In 1933, vinyl floorings were presented for the first time at the World Exhibition “Century of Progress” in Chicago, USA. (Event poster, Source: www.floorstoyourhome.com)
In 1933, vinyl floorings were presented for the first time at the World Exhibition “Century of Progress” in Chicago, USA. (Event poster, Source: www.floorstoyourhome.com)
The development of a Mipolam flooring as a substitute for rubber floorings in 1936 proved to be more successful. It was based on pure PVC with a plasticiser and mineral powder as a filler. Compared to rubber, the new flooring displayed significantly less wear and tear, more attractive colours could be achieved than with rubber-based floorings, and the flooring also scored points for its inflammability and oil resistance. Based on rubber floorings, the first Mipolam flooring was produced with 5 mm thickness, however, for price reasons this was soon reduced back to 3.5 mm thickness. The first property in which this Mipolam flooring was laid in tile form was the reception area of the Henkel & Cie building in Düsseldorf, Germany, in 1937.
In 1937, a Mipolam flooring in tile form was laid in the reception area of the Henkel & Cie building in Düsseldorf, Germany. (Source: Kunststoffmuseum Troisdorf)
PVC – the boom years
After 1945, PVC developed into the most-produced plastic in the world. Thanks to massive construction activities, the post-year decades also contributed to the use of large quantities of the relatively inexpensive PVC floorings. Vinyl floorings thus experienced a real boom, in the
1950s they were the fastest growing type of flooring internationally. Durable, moisture resistant, stain resistant and easy to clean – in addition to their advantageous technical properties, the visual variety of these floorings also contributed to their worldwide popularity. The PVC floorings were not only used in hospitals, schools, offices but also in private apartments. While sheet rolls of the product were almost the only form produced initially, during the course of the vinyl floor boom an increasing number of modular elements in different plank or tile formats were added. In addition to construction products such as windows, pipes, roofing membranes, films, sheeting, flooring and cable sheathing, in the decades that followed, thanks to new technologies, synthetic leather, music records, cheque cards, packagings and products for vehicle and furniture making were also produced from PVC.
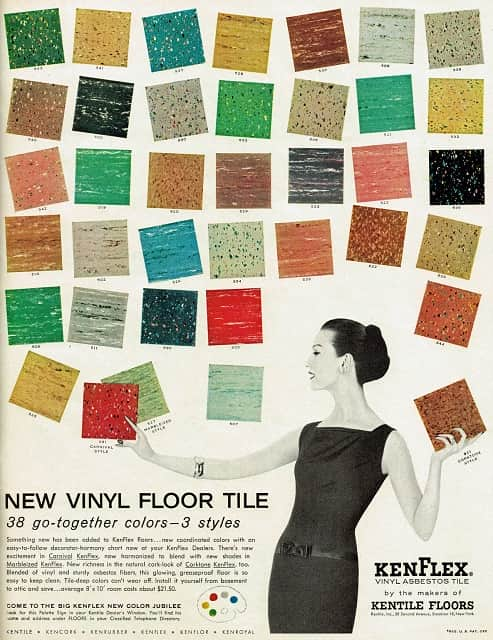 Kentile vinyl floor tiles, advert from 1956 (© Kentile Floors)
Kentile vinyl floor tiles, advert from 1956 (© Kentile Floors)
 Vinyl floor, 1958 (Source: www.floorsforyourhome.com)
Vinyl floor, 1958 (Source: www.floorsforyourhome.com)
PVC gets talked about
Asbestos was the substance that ultimately dragged PVC floorings into the dirt of the flooring industry. Since the 1930s, as a so-called “wonder fibre”, asbestos had been used for all kinds of different construction products due to its practical properties (elasticity, tensile strength, ability to bond with other materials). In the flooring segment, for example, from the 1950s “Floor Flex tiles” (vinyl-asbestos tiles) were popular, in which the asbestos as a filler was permanently integrated in the matrix of the flooring material. The durable and abrasion resistant Flex tiles were used repeatedly in commercial and public buildings, as well as in the private housing sector and for a long time were used almost extensively in high-rise buildings and in social housing. The no less popular “cushion vinyl” floorings also contained asbestos – either in the middle layer (core) or in cardboard on the underside of the floor. In the 1970s and 80s, use of these inexpensive and easy to lay floorings in kitchens, bathrooms and toilets was very widespread. Vast quantities of sheet products and tile formats were also laid using adhesives containing asbestos.
It wasn’t until the 1980s, that it began to be realised that, as a carcinogenic substance, asbestos in long-lasting construction products could still reveal their harmful effect after decades. For example, large concentrations of respirable asbestos fibres are released if the floorings are ripped out without precautions during renovation and structural alteration work. Due to this dormant asbestos risk, but also as part of the ensuing discussion of the harmful effects of chlorine-based chemical products in general, PVC floorings have now fallen into disrepute worldwide.
 Vinyl asbestos tiles: Danger in case of renovation and structural alteration work (“Be careful of older (pre-1980) vinyl, because it may contain asbestos”).
Vinyl asbestos tiles: Danger in case of renovation and structural alteration work (“Be careful of older (pre-1980) vinyl, because it may contain asbestos”).
(Source: www.thecraftsmanblog.com)
In the 1990s, these and other developments led to a market adjustment in the flooring sector. Familiar PVC flooring manufacturers such as Sommer, Alibert, Balatum, Dunlop, Kentile, Marley, Pegulan and Stragula disappeared from the stage, and were replaced by other such as Amtico, Interface, IVC, Mannington, Milliken, Mohawk and Polyfloor.
LVT and MMF products conquer the flooring markets
The fact that vinyl floorings managed to re-establish itself in the international market with new product developments, was thanks to a new generation of vinyl tiles named “LVT”, in which asbestos was not used. Initially, LVT stood for “laminated vinyl tiles” in delimitation to “VCT” (vinyl composition tiles, calendered, with over 65 % lime fraction as filler) or “VAT” (vinyl asbestos tiles, with similar lay-up to VCT, but containing asbestos). The new LVT products had a decorative printed layer and were either continuously laminated or were made up of cut-to-size elements, which were hot pressed. In the mid-2000s, the German flooring manufacturer Windmöller Flooring (then called Witex) developed the first modular PU flooring with click joint. The tried and tested click method from the laminate segment was transferred to the new “elastoclic pur” floorings, accordingly, HDF panels were used as the substrate. The floating laying method shortened installation times and the floorings could be walked on immediately after installation. Other manufacturers followed with their own developments.
 With “elastoclic pur”, Windmöller Flooring/Witex placed the first modular PU flooring with click joint on the market. (Photo: Windmöller Flooring)
With “elastoclic pur”, Windmöller Flooring/Witex placed the first modular PU flooring with click joint on the market. (Photo: Windmöller Flooring)
In 2009, Windmöller was also the company to offer the first LVT planks, which were only five millimetres thick and were no longer bonded over their full area, but instead could now be laid floating thanks to the click joint. This product development rang in the breakthrough on the international markets and for the first time opened up the channel to end users. Before then, LVTs had mainly been laid in non-housing buildings and rarely in private areas of use. This now changed fundamentally thanks to click technology. The marketing strategists ensured that the abbreviation “LVT” no longer stood for “laminated vinyl tiles”, but for “luxury vinyl tiles”. Other names created in German-speaking countries included “Design vinyl” and “Designbelag” (Design flooring). From around 2010, the LVT boom accelerated and by 2016 the market volume of the LVT industry was estimated to be 200 million m2. The triumphal march of LVT into the homes of end users was sustained continuously – at the cost of other floorings. As an increasing number of new flooring products were developed and launched on the market, whose lay-up and composition as modular multi-layer floorings fell neither under the laminate floorings nor under the elastic floorings, several European manufacturers saw the need to found their own association to represent their interests: In October 2012, an initial seven manufacturers joined together to form the Modular Multi-Layer Floorings Association (MMFA e.V.). Initially the association’s work focused on fundamental technical structuring and standardisation and working up differentiated product definitions by classes.
Thus, thanks to work actively contributed by the MMFA, a gaping European standardisation gap was closed only one and a half years later: In August 2014, the first version of “EN 16511 – Loose-laid panels. Semi-rigid multilayer modular floor covering (MMF) panels with wear resistant top layer” was published. All multi-layered, semi-rigid, modular lay-up flooring elements in tile or board form with a wear resistant and decorative top layer, which are joined glue-free by loose – i.e. “floating” laying to form a flooring, fall under this standard. With the association’s own research projects on different focal topics, the MMFA makes a consistent contribution to adjusting the standards to the state-of-the-art as soon as possible and to work up practical test methods for the new products.
There is a decisive reason for the market success of modular multi-layer boards: No other flooring unites so many advantages of different types of flooring in only one product. Thanks to floating laying and innovative click technology, the boards can be installed quickly and reliably. At the same time, the MMF floorings have all the positive properties of elastic floorings: Underfoot comfort, contact warmth, good room acoustic properties and easy care. With a small lay-up height, the floorings offer numerous product lay-up variants, in addition, the multi-layer segment has remarkable design variety.
Continuous development
The lay-up of a multi-layer, modular flooring significantly determines its performance characteristics. Different degrees of elasticity can be selected, from a semi-rigid substrate to the fully-elastic board, and thus a wide range of possible uses in non-residential and the private sector. The substrate materials used are hygroscopic wood-based panels such as HDF or cork, as well as thermosetting materials such as PFC (Perfluorcarbone), Natural Fiber-Reinforced Composites or WPC (Wood Plastic Composite). The choice of possible surfaces or substrates is manifold and varied: Vinyl, PP, PET, PUR, TPU (thermoplastic polyurethane), acrylate, film, sheeting, paper, cork, lino, leather, HDF, WPC, mineral mixtures, foams, elastic varnishes, etcetera. The large range of formats extends from tile formats to extra-long and wide boards. Perfect reproductions of materials such as ceramic, stone, wood and concrete are attached to the floor surface, and innovative digital printing technology has opened up new possibilities for individualising the decors. The manufacturers continuously improve the properties of their products and ecology and sustainability aspects are shifting into the foreground in the production technology. For example, numerous brand manufacturers now completely abstain from the use of phthalates or PVC and instead use bio-based plasticisers, for example, vegetable oil-based epoxide s or polymers from the polyolefin group. As a further development of elastic floorings, innovative PU eco-floorings (such as PURLINE) without chlorine, plasticisers and solvents, are now also available as multi-layer variants.
Rapid technological developments have brought high growth rates for modular multi-layer floorings in only a short time. Interesting innovations are also expected in the coming years. The MMFA will continue to commit itself to ensuring that this development takes place along orderly paths, including in normative terms. Consistent implementation of appropriate, uniform quality standards for modular multi-layer floorings helps to ensure that at the end, the best solutions establish themselves. And users and consumers on all markets can benefit from this. (www.mmfa.eu)
 Numerous manufacturers opt for sustainability in their modern MMF floorings and use bio-based plasticisers. (Photo: HARO – Hamberger Flooring GmbH & Co. KG
Numerous manufacturers opt for sustainability in their modern MMF floorings and use bio-based plasticisers. (Photo: HARO – Hamberger Flooring GmbH & Co. KG
 MMF tiles or boards offer new design approaches for individual flooring results. (Photo: Forbo)
MMF tiles or boards offer new design approaches for individual flooring results. (Photo: Forbo)